
Máy toàn đạc điện tử là một thiết bị quang học điện tử đa năng được sử dụng trong các công tác đo đạc, khảo sát và xây dựng công trình đòi hỏi độ chính xác cao. Do vậy cần được kiểm nghiệm thường xuyên để đảm bảo kết quả đo đạc được chính xác nhất. Yêu cầu kiểm nghiệm máy định kì đối với máy toàn đạc điện tử là 12 tháng 1 lần.
1. Bọt thuỷ dài:
a) Kiểm tra:
- Đặt máy lên chân và cân máy bằng các ốc cân.
- Quay máy đi 1800
- Kiểm tra xem, nếu bọt thuỷ nằm ở tâm của ống thuỷ, không cần hiệu chỉnh. Nếu nằm ngoài tâm của ống thuỷ tiến hành hiệu chỉnh như sau:
b) Hiệu chỉnh:
- Dùng các tăm chỉnh được cung cấp theo máy đưa bọt thuỷ về một nửa sai lệch. Sau đó dùng ốc cân đưa bọt thuỷ về tâm.
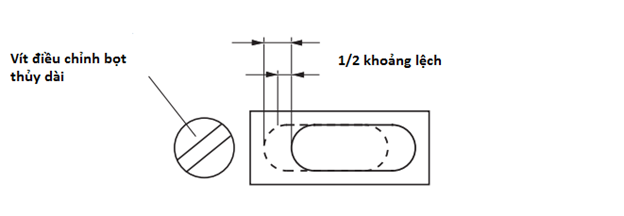
Hiệu chỉnh bọt thủy dài
Hãy kiểm tra lại và lặp lại các bước trên nếu như cần thiết.
2. Bọt thuỷ tròn:
a) Kiểm tra:
Sau khi đã chỉnh bọt thuỷ dài về tâm, hãy kiểm tra xem bọt thuỷ tròn có nằm ở tâm không, nếu lệch ra ngoài hãy dùng vít lục lăng và các ốc cân đưa bọt thuỷ về tâm.
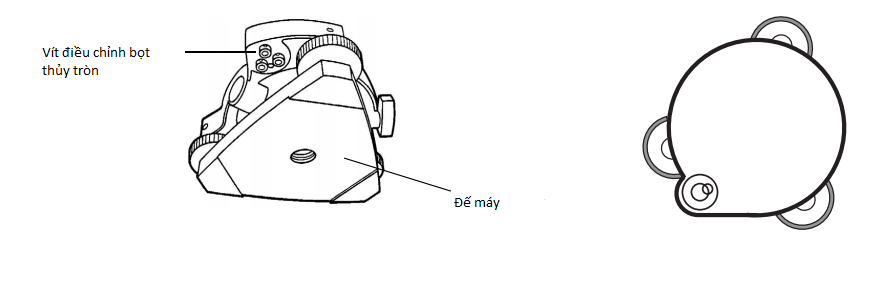
Hiệu chỉnh bọt thủy tròn
3. Kính dọi tâm:
a) Kiểm tra:
- Đặt máy lên chân máy (không cần thiết phải cân máy)
- Đặt một tờ giấy mỏng được đánh một dấu X trên mặt đất dưới máy.
- Nhìn qua kính dọi tâm, hiệu chỉnh các ốc cân đưa ảnh tâm dấu X về trùng tâm của kính dọi tâm.
- Xoay 1800 nếu ảnh tâm dấu X vẫn nằm ở tâm kính dọi tâm thì không cần hiệu chỉnh, nếu nằm ngoài thì hiệu chỉnh như sau:
b) Hiệu chỉnh:
- Dùng vít lục lăng và các ốc cân máy đưa tâm dấu X thẳng hàng với vị trí P. Điểm P là trung điểm của đường thẳng nối tâm X và tâm của kính dọi tâm.
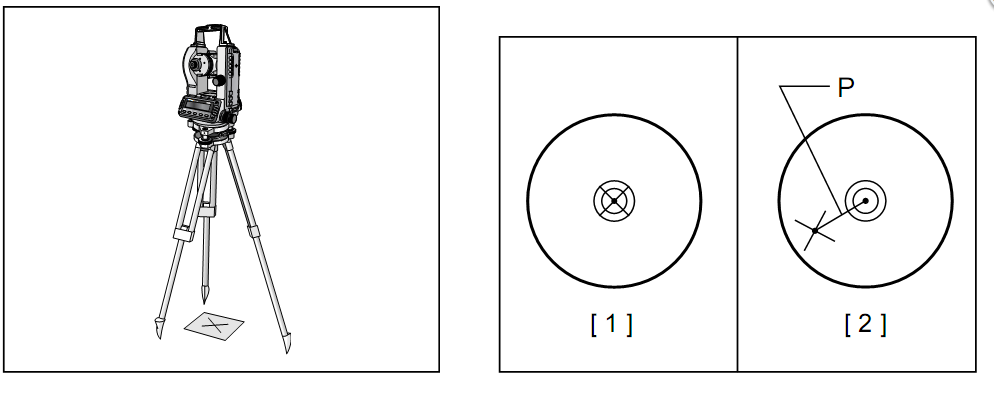
Hiệu chỉnh dọi tâm quang học
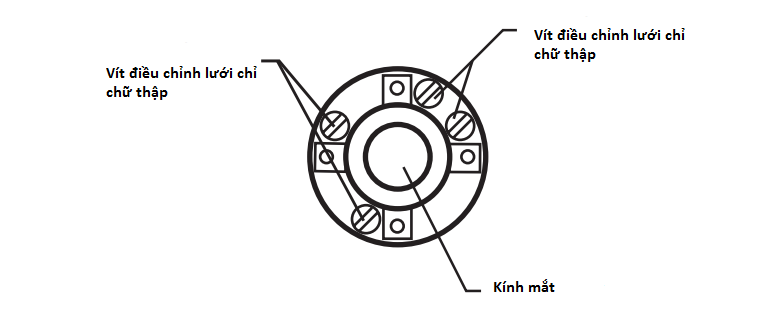
4. Kiểm nghiệm lệch chỉ chữ thập
Nguyên nhân: Do lưới chỉ chữ thập không thỏa mãn hai điều kiện sau: Chỉ đứng phải nằm trong mặt phẳng chứa trục ngắm CC của ống kính ; chỉ ngang nằm trong mặt phẳng chứa trục quay HH của ống kính
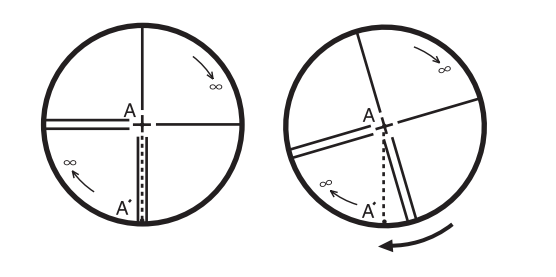
Lệch chỉ chữ thập
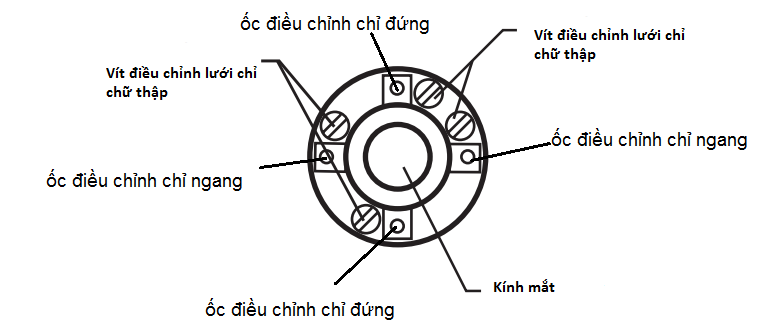
Các điều chỉnh: Sau khi cân bằng máy chính xác ta đưa ống kính ngắm về một điểm A sao cho điểm đó nằm trong giao điểm của màng chỉ chữ thập. Sau đó sẽ khóa bàn độ ngang lại sau đó sẽ dùng vi động ngang xem điểm A có luôn nằm trên chỉ ngang hay không nếu không thỏa mãn thì chúng ta phải điều chỉnh bằng các ốc điều chỉnh như hình bên dưới.
Điều chỉnh lệch chỉ chữ thập
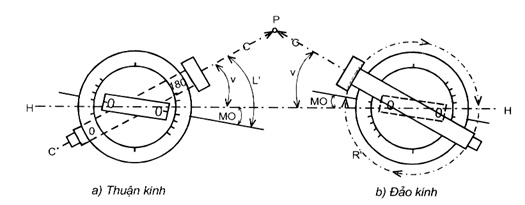
5. Kiểm nghiệm sai số 2C
– Nguyên nhân: Do trục ngắm (CC) và trục quay (HH) của ống kính không vuông góc với nhau.
Bản chất của sai số 2C
– Kiểm nghiệm: Đặt máy trên chân máy, cân bằng chính xác, chọn một mục tiêu ở xa và rõ có độ cao gần bằng độ cao ống kính.
+Ở bàn độ trái: Dùng chỉ đứng bắt chính xác mục tiêu, đọc số trên bàn độ ngang là T.
+ Ở bàn độ phải: Cũng bắt chính xác mục tiêu và đọc số trên bàn độ ngang là P.
+ Tính 2C = T-P±1800 . Nếu 2C vượt hạn sai theo quy định của từng máy thì điều chỉnh
– Điều chỉnh:
– Máy đang ở phải kính, tính số đọc Pđúng = P+C. Dùng ốc vi động ngang đặt số đọc phải đúng, khi đó chỉ đứng rời khỏi mục tiêu. Vặn các ốc điều chỉnh màng dây chữ thập để điều chỉnh cho chỉ đứng bắt chính xác mục tiêu và cố định các ốc lại.
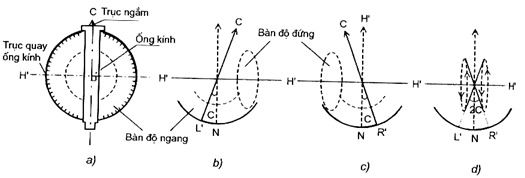
6.Kiểm nghiệm sai số MO
* Nguyên nhân: Khi trục ngắm CC nằm ngang thì vạch khắc bàn độ đứng (00 -1800) hay (900 -2700); (00 -00) lại không trùng với vạch chuẩn đọc số hoặc vạch “0” trên thang đọc số (Vì vạch chuẩn 0 của thang đọc số không trùng với đường nằm ngang HH )
.
Bản chất của sai số MO
* Kiểm nghiệm: Đặt máy trên chân máy, cân bằng chính xác, chọn một mục tiêu ở xa và rõ
– Ở bàn độ trái: Dùng chỉ ngang bắt chính xác mục tiêu, cân bằng bọt thủy bàn độ đứng và đọc số trên bàn độ đứng là T.
– Ở bàn độ phải: Bắt chính xác mục tiêu bằng chỉ ngang, cân bằng bọt thủy bàn độ đứng và đọc số trên bàn độ đứng là P.
MO = (T+P – 3600)/2 Máy khắc 900 -2700
MO = (T+P – 1800)/2 Máy khắc 00 – 1800
MO = (T+P)/2 Máy khắc 00 – 00
Nếu MO vượt hạn sai theo quy định của từng máy thì điều chỉnh
* Điều chỉnh:
– Máy đang ở phải kính, tính số đọc Pđúng = P – MO. Đối với máy không tự động cân bằng (có bọt nước trên bàn độ đứng) Dùng vít nghiêng (ốc cân bằng ống thủy) đặt số đọc phải đúng (Pđúng), khi đó bọt thủy bàn độ đứng lệch khỏi vị trí trung tâm. Vặn các ốc điều chỉnh ở đầu ống thủy để điều chỉnh cho bọt thủy vào giữa và cố định các ốc lại sau đó kiểm tra lại
– Nếu máy tự động cân bằng (có con lắc tự động cân bằng) thì dùng ốc vi động đứng đặt số đọc phải đúng, lúc này chỉ ngang rời khỏi mục tiêu. Vặn các ốc điều chỉnh lưới chỉ cho chỉ ngang bắt chính xác mục tiêu và cố định các ốc lại.
* Hằng số thiết bị:
– Đặt máy ở một điểm P với khoảng cách gương là 100m (điểm Q), ngắm đến điểm Q và ấn [MSR] xác định được khoảng cách từ P đến Q. Đặt máy ở vị trí khác (R) nằm giữa P và Q, ấn [MSR] để xác định khoảng cách RP và RQ. Sau đó kiểm tra PR + RQ = PQ hãy lặp lại nhiều lần nếu sai lệch giữa PR + QR và giá trị PQ là 3mm hoặc dài hơn hãy liên hệ đại lý của phân phối sản phẩm.
Những trường hợp máy bị sai số quá lớn bạn không thể tự điều chỉnh nó được và bạn cần gửi máy toàn đac đạc điện tử cho chúng tôi để các kỹ thuật của chúng tôi sẽ kiểm định máy toàn đạc điện tử của quý khách và giúp thiết bị này đạt yêu cầu độ chính xác khi xuất xưởng
Không có nhận xét nào:
Đăng nhận xét