Máy thủy chuẩn là loại máy trắc địa thường được dùng phổ biến và có tầm quang trọng trong các công trình hiện nay. Trong quá trình sử dụng, một số tác động của môi trường cũng như con người như va đập, rơi đổ sẽ ảnh hưởng đến kết quả của máy trắc địa này. Bạn có thể áp dụng cách này để kiểm tra máy đo cao tại công trường nhanh chóng chính xác
Cách kiểm nghiệm và hiệu chỉnh máy thủy bình
* Sự cố trong quá trình sử dụng máy.
I. Bọt thủy tròn lệch:
Hiện tượng này là phổ biến nhất, thường xuyên xuất hiện nếu sản phẩm bạn sử dụng không phải là máy thuỷ bình chính hãng. Bọt thuỷ chất lượng thấp thường xuyên ảnh hưởng bởi nhiệt độ không ổn định trong điều kiện môi trường Việt Nam, dẫn tới chi phí bảo dưỡng và hiệu chỉnh kéo theo rất tốn kém và mất thời gian, ảnh hưởng tới năng suất lao động và tiến độ thi công.
– Cách kiểm tra :
- Cho máy lên chân chắc chắn.
- Cân bọt tròn của máy chính xác tại 1 hướng bất kì.
- Quay máy đi 1 góc 90 độ, và 180 độ. Nếu thấy bọt thủy có xu hướng lệch ra gần vòng tròn, ta thực hiện HIỆU CHỈNH bọt thủy.
– Cách xử lí:
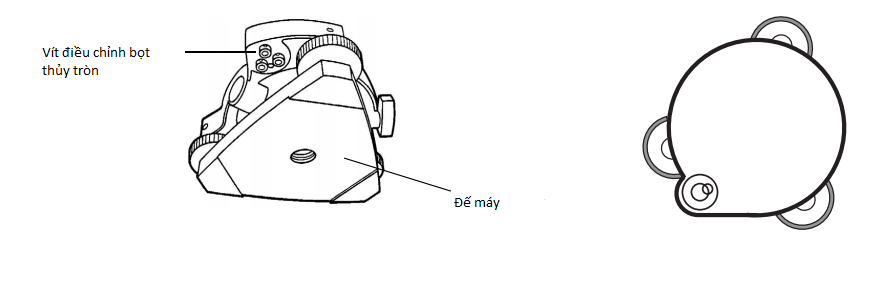
+B1: Quay máy tại vị trí thân máy song song với 2 ốc vặn. Cân bằng chính xác.
 + B2: Quay máy 1 góc 90 độ. Xem bọt thủy lệch hướng nào.
+ B2: Quay máy 1 góc 90 độ. Xem bọt thủy lệch hướng nào.

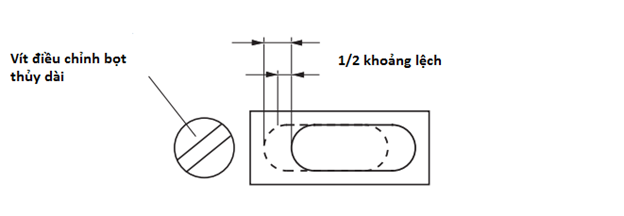
– Dùng lục 6 cạnh theo máy chỉnh 1 trong 2 ốc hãm thủy. Nếu ốc căng chỉnh ốc còn lại. Đưa bọt thủy về 1/2 khoảng lệch.

+ B3: Quay máy 1 góc 180 độ. Dùng ốc vặn đế đưa bọt thủy về 1/2 khoảng lệch.
 + B4: Đưa máy về vị trí ban đầu ở B1 để kiểm tra. Bọt thủy vẫn lệch thì cân bằng chính xác và lặp lại các thao tác.
+ B4: Đưa máy về vị trí ban đầu ở B1 để kiểm tra. Bọt thủy vẫn lệch thì cân bằng chính xác và lặp lại các thao tác.
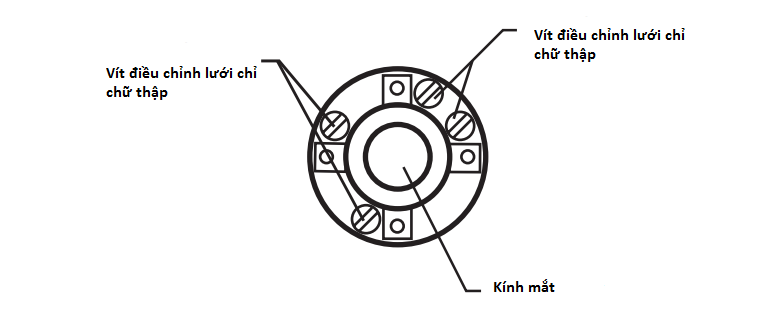
II. Màng dây chữ thập lệch
Đây là nguyên nhân chính dẫn tới sai số đọc số từ phía người dùng chỉ vì máy đã bị lệch cho ra chuẩn mực không đúng với thực tế – màng chỉ chữ thập bị nghiêng cho kết quả sai. Việc điều chỉnh lỗi này thường phải tháo thị kính ra trong điều kiện phòng sửa chữa máy thuỷ bình đủ điều kiện thí nghiệm chức năng, đầy đủ dụng cụ cần thiết. Bài viết này chỉ hướng dẫn cách kiểm tra và nêu rõ khoảng chấp nhận được và không cần gửi máy về sửa chữa hiệu chỉnh lại nếu khoảng lệch tương đối nhỏ, không ảnh hưởng tới độ chính xác kết quả đo.
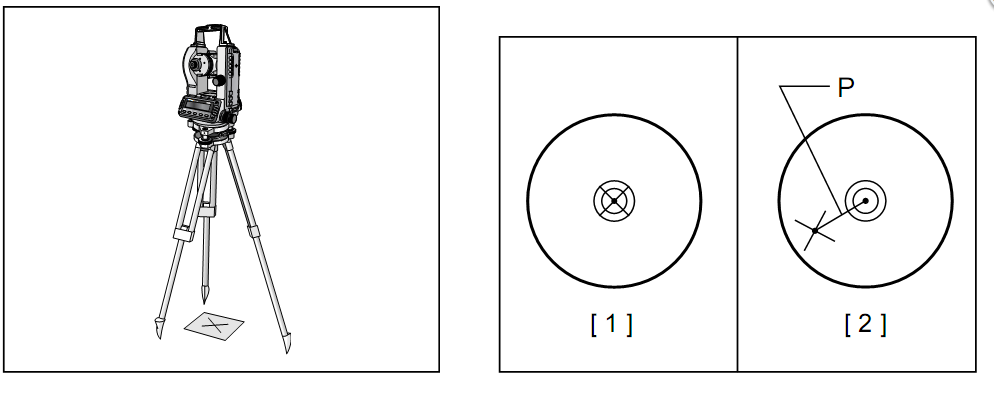
Cách kiểm tra: Tìm nơi khuất gió treo 1 sợi chỉ, đầu dưới treo 1 quả dọi. Có thể giữ trạng thái bằng cách cho quả dọi vào chậu nước.
- Đặt máy cách dây dọi một khoảng 20-25m.
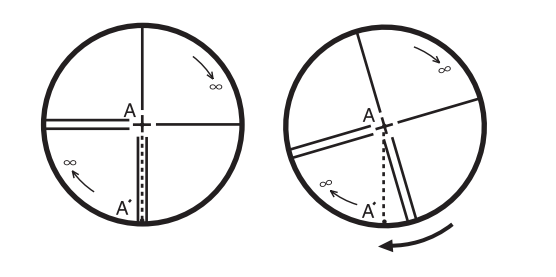
- Để một đầu vạch đứng của màng dây chữ thập trùng với dây dọi. Xem đầu kia có trùng không. Nếu lệch quá 0.5 mm thì điều chỉnh màng dây chữ thập.
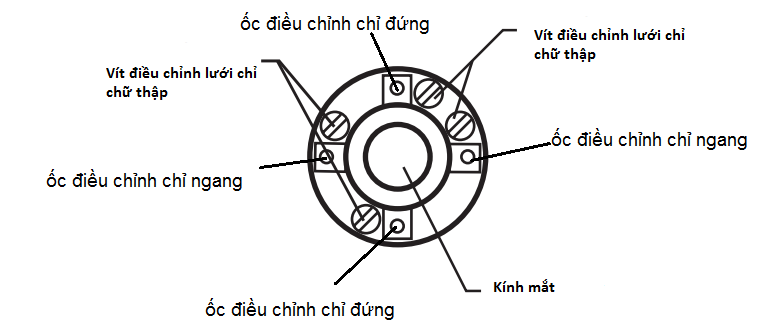
Cách điều chỉnh: Vặn lỏng các ốc điều chỉnh của riêng màng dây chữ thập, xoay nhẹ bộ phận này cho vạch đứng đến trùng khít với dây dọi, rồi vặn chặt các ốc cố định màng dây chữ thập lại.
Sau quá trình kiểm tra về phần bên ngoài của thiết bị này sau đó chúng ta sẽ tiến hành kiểm tra đến độ chính xác cũng như độ tin cậy của các kết quả đọc số trên thiết bị này xem nó có đạt độ tin cậy theo như nhà sản xuất đưa ra hay không. Bạn đọc quan tâm có thể theo dõi bài viết sau:
- Cách kiểm tra sai số máy thủy bình
- Sai số góc I máy cần bằng tự động
- Hướng dẫn sử dụng các loại máy thủy bình
Nhiều trường máy bị sai số quá lớn bạn không thể tự kiểm nghiệm được do nó đã vượt quá hạn sai mà người bình thường có thể tự điều chỉnh được chính vì vậy bạn cần tìm đến những trung tâm kiểm định máy thủy bình ở Hà Nội để được các kỹ thuật về máy đo đạc sẽ giúp các thiết bị của bạn đạt được độ tin cậy cần thiết.
Chúc các bạn thành công!